
1. Кремний парағы дегеніміз не?
Электриктер пайдаланатын кремний болат парақтары әдетте кремний болат парақтары ретінде белгілі. Бұл өте төмен көміртекті қамтитын ферросилиций жұмсақ магниттік қорытпаның бір түрі. Оның құрамында әдетте 0,5-4,5% кремний бар және жылу мен суықта илектеледі. Әдетте, қалыңдығы 1 мм-ден аз, сондықтан оны жұқа пластина деп атайды. Кремний қосу үтіктің электрлік кедергісін және максималды магниттік өткізгіштігін арттырады, қосылысты, өзек жоғалуын (темірді жоғалту) және магниттік қартаюды азайтады.

Кремний парағы негізінен әртүрлі трансформаторлар, қозғалтқыштар мен генераторлар үшін темір өзектерді жасау үшін қолданылады.
Кремний болатының бұл түрі тамаша электромагниттік қасиеттерге ие, ол энергетика, телекоммуникация және аспап жасау салаларында таптырмас және маңызды магниттік материал болып табылады.
2. Кремний парағының сипаттамасы
A. Темірдің аз шығыны сапаның ең маңызды көрсеткіші болып табылады. Дүние жүзінің барлық елдері темірдің жоғалуын сорт, темірдің жоғалуы неғұрлым аз болса, соғұрлым жоғары, сапасы жақсы деп жіктейді.
B. Жоғары магниттік индукция. Бірдей магнит өрісінде кремний парағы жоғары магниттік сезімталдықты алады. Кремний қаңылтырынан жасалған қозғалтқыш пен трансформатордың темір өзегінің көлемі мен салмағы салыстырмалы түрде аз және жеңіл, сондықтан ол мысты, оқшаулағыш материалдарды үнемдеуге мүмкіндік береді.
C. Жоғарырақ жинақтау. Тегіс беті, тегіс және біркелкі қалыңдығы бар кремний болат парағы өте жоғары жиналуы мүмкін.
D.Беті оқшаулағыш пленкамен жақсы адгезияға ие және дәнекерлеуге оңай.
3. Кремний болат қаңылтырын өндіру процесінің талабы
Материалдың қалыңдығы: ≤1,0мм; кәдімгі 0,35 мм 0,5 мм 0,65 мм;
➢ Материал: ферросилиций қорытпасы
➢ Графикалық талаптар: жабық немесе жабық емес;
➢ Дәлдік талаптары: 8-ден 10-ға дейінгі дәлдік;
➢ Қателік биіктігіне қойылатын талап: ≤0,03мм;
4. Кремний болаттан жасалған табақты өндіру процесі
➢ Қырқу: Қырқу – қырқу машинасын немесе қайшыны пайдалану әдісі. Дайындаманың пішіні әдетте өте қарапайым.
➢ Тесу: Тескіш тесу, тесіктерді кесу және т.б. үшін қалыптарды пайдалануды білдіреді. Процесс қырқуға ұқсас, тек жоғарғы және төменгі кесу жиектері дөңес және ойыс қалыптармен ауыстырылады. Және ол кремний болат парақтардың барлық түрлерін тесу үшін қалыптарды жобалай алады.
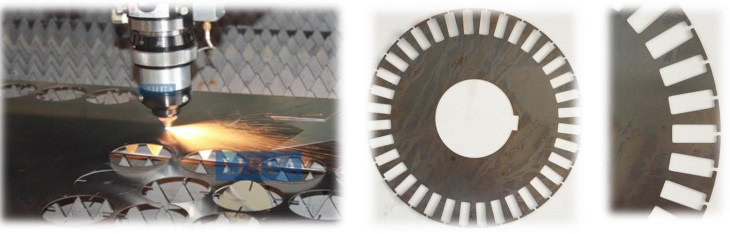
➢ Кесу: дайындаманың барлық түрлерін кесу үшін лазерлік кесу машинасын пайдалану. Және ол бірте-бірте кремний болат парағын өңдеудің кең таралған кесу әдісіне айналуда.
➢Сығымдау: Темір жоңқа бұрғы трансформатордың жұмысына тікелей әсер ететіндіктен, бұранда биіктігі 0,03 мм-ден жоғары болса, бояу алдында оны ұсақтау қажет.
➢ Кескіндеме: Темір чиптің беті қатты, ыстыққа төзімді және тот баспайтын жұқа бояу пленкасымен боялады.
➢ Кептіру: Кремний болат парақтың бояуын белгілі бір температурада кептіру керек, содан кейін қатты, күшті, жоғары диэлектрлік беріктікке және тегіс беткі пленкаға айналдыру керек.
5. Процесті салыстыру – лазерлік кесу

Лазерлік кесу: материал машина үстеліне қойылады және ол алдын ала орнатылған бағдарламаға немесе графикаға сәйкес кесіледі. Лазерлік кесу – термиялық процесс.
Лазерлік процестің артықшылықтары:
➢ Өңдеудің жоғары икемділігі, өңдеу тапсырмаларын кез келген уақытта реттеуге болады;
➢ Өңдеудің жоғары дәлдігі, қарапайым машина өңдеу дәлдігі 0,01 мм, ал лазерлік кескіштің дәлдігі 0,02 мм;
➢ Қолмен араласу аз, сізге тек процедуралар мен процесс параметрлерін орнату керек, содан кейін бір түймемен өңдеуді бастау керек;
➢ Өңдеу шуының ластануы шамалы;
➢ Дайын өнімдер саңылаусыз;
➢ Өңдеу дайындамасы қарапайым, күрделі болуы мүмкін және оның өңдеу кеңістігі шексіз;
➢ Лазерлік кесу машинасына техникалық қызмет көрсету қажет емес;
➢ Төмен пайдалану құны;
➢ Материалдарды үнемдей отырып, дайындаманың оңтайлы орналасуына қол жеткізу және материалды пайдалануды арттыру үшін кірістірілген бағдарламалық құрал арқылы жиекті бөлісу функциясын пайдалануға болады.
6. Лазерлік кесу шешімдері


Ашық типті 1530 талшықты лазерлік кескіш GF-1530 Жоғары дәлдіктегі лазерлік кескіш GF-6060 Толық жабық алмасу үстелі лазерлік кескіш GF-1530JH