
7 пунктаў розніцы паміж валаконна-лазернай рэзкай і плазменнай рэзкай.
Давайце параўнаем з імі і абярэм правільны станок для рэзкі металу ў адпаведнасці з вашымі вытворчымі патрабаваннямі. Ніжэй прыведзены просты спіс асноўных адрозненняў паміж валаконна-лазернай рэзкай і плазменнай рэзкай.
| Пункт | ПЛАЗМА | ВАЛАКОННЫ ЛАЗЕР |
| Кошт абсталявання | Нізкі | Высокі |
| Вынік рэзкі | Дрэнная перпендыкулярнасць: дасягае 10 градусаў. Шырыня шчыліны для рэзкі: каля 3 мм. цяжкі наліплы шлак. Шурпаты нагрэў рэжучага краю моцна ўплывае на недастатковую дакладнасць. Дызайн рэзкі абмежаваны | Дрэнная перпендыкулярнасць: у межах 1 градуса. Шырыня шчыліны для рэзкі: у межах 0,3 мм без прыліпання дзындры. Плаўнае награванне рэжучай абзы ўплывае на невялікую высокую дакладнасць, без абмежаванняў у канструкцыі рэзкі. |
| Дыяпазон таўшчыні | Тоўстая пліта | Тонкая талерка、сярэдняя талерка |
| Кошт выкарыстання | энергаспажыванне、Дакраніцеся да страты рота | частка хуткага зносу、Газ、спажыванне энергіі |
| эфектыўнасць апрацоўкі | Нізкі | Высокі |
| Мэтазгоднасць | грубая апрацоўка、тоўсты метал、Нізкая прадукцыйнасць | дакладная апрацоўка、тонкі і сярэдні метал、Высокая прадукцыйнасць |
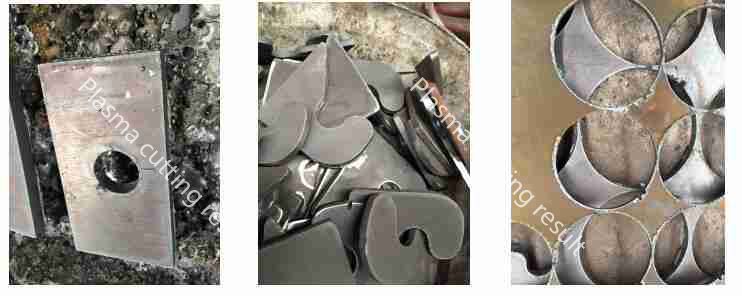
На малюнку вышэй вы знойдзеце шэсць недахопаў плазменнай рэзкі:
1、Нагрэў моцна ўплывае;
2、Дрэнны перпендыкулярны градус на рэжучай абзе, эфект нахілу;
3、Лёгка саскрабці па краі;
4、маленькі ўзор немагчымы;
5、недакладнасць;
6、Шырыня шчыліны;

Шэсць ПЕРАВАГІЛАЗЕРНАЯ РЕЗКА:
1、невялікая тэмпература рэзкі ўплывае ;
2、добры перпендыкулярны градус на рэжучай абзе,;
3、без прыліпання дзындры, добрая кансістэнцыя;
4、сапраўдны для высокадакладнай канструкцыі, невялікая дзірка сапраўдная;
5、дакладнасць у межах 0,1 мм;
6、Тонкі слот для рэзкі;
Паколькі здольнасць валаконнага лазера да рэзкі тоўстых металічных матэрыялаў значна павялічваецца, што зніжае кошт рэзкі ў металаапрацоўчай прамысловасці.