
1. Какъв е силиконовият лист?
Силиконовите стоманени листове, които се използват от електротехници, обикновено са известни като силиконови стоманени листове. Това е вид мека магнитна сплав на феросиликон, която включва изключително нисък въглерод. Обикновено съдържа 0,5-4,5% силиций и се навива от топлина и студ. Като цяло дебелината е по -малка от 1 mm, така че се нарича тънка плоча. Добавянето на силиций увеличава електрическото съпротивление на желязото и максималната магнитна пропускливост, намаляване на свързаността, загуба на сърцевина (загуба на желязо) и магнитно стареене.

Силиконовият лист се използва главно за приготвяне на железни ядра за различни трансформатори, двигатели и генератори.
Този вид силициев стоманен лист има отлични електромагнитни свойства, той е незаменим и важни магнитни материали в индустрията за мощност, телекомуникации и инструменти.
2. Характеристики на силиконов лист
А. Ниската загуба на желязо е най -важният показател за качеството. Всички страни по света класифицират загубата на желязо като оценка, колкото по -ниска е загубата на желязо, толкова по -висока е степента и колкото по -добро е качеството.
Б. Висока магнитна индукция. При същото магнитно поле силиконовият лист получава по -висока магнитна чувствителност. Обемът и теглото на желязната сърцевина на двигателя и трансформатора, които се произвеждат със силиконов лист, са сравнително малки и леки, така че може да спести мед, изолационни материали.
В. По -високо подреждане. С гладка повърхност, плоска и равномерна дебелина, силициевият стоманен лист може да се подрежда много високо.
D. Повърхността има добра адхезия към изолационния филм и лесна за заваряване.
3. Изискване за производство на силициев стоманен лист
Дебелина на материала: ≤1.0mm; Конвенционални 0,35 мм 0,5 мм 0,65 мм;
➢ Материал: Ferrosilicon сплав
➢ Графични изисквания: затворени или не са затворени;
➢ Изисквания за точност: от 8 до 10 точност;
➢ Изискване за височина на блясъка: ≤0.03mm;
4. Процес на производство на силициеви стоманени листове
➢ Срязване: Срязването е метод за използване на машина за срязване или ножици. Формата на детайла като цяло е много проста.
➢ Пробиване: Пробиването се отнася до използването на форми за пробиване, рязане на дупки и др. Процесът е подобен на срязването, с изключение на това, че горните и долните режещи ръбове се заменят с изпъкнали и вдлъбнати форми. И може да проектира форми, за да пробие всички видове силиконова стоманена лист.
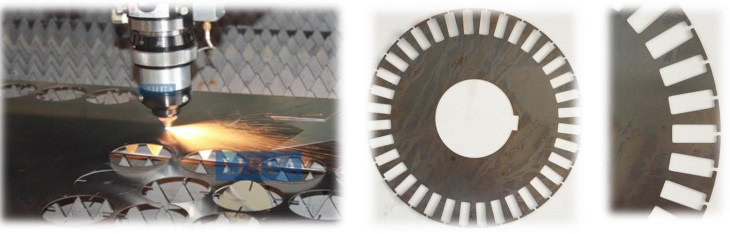
➢ Рязане: Използване на лазерната машина за рязане за отрязване на всички видове детайл. И постепенно се превръща в общ метод за рязане на обработка на силиконов стоманен лист.
➢ Криминг: Тъй като буриът на желязото чип пряко влияе върху работата на трансформатора, така че ако височината на бур е по -висока от 0,03 мм, тя е необходима да бъде смазана преди рисуването.
➢ РАЗПРЕДЕЛЕНИЕ: Повърхността на желязния чип ще бъде боядисана с твърд, топлинен и устойчив на ръжда тънка боя.
➢ Сушене: Боята на силициевия стоманен лист трябва да се изсушава при определена температура и след това да се втвърди в твърда, силна, висока диелектрична якост и гладък повърхностен филм.
5. Сравнение на процесите - лазерно рязане

Лазерно рязане: Материалът се поставя върху масата на машината и той ще се рязане според предварително зададената програма или графиката. Лазерното рязане е термичен процес.
Предимства на лазерния процес:
➢ Висока гъвкавост на обработката, можете да организирате задачи за обработка по всяко време;
➢ Висока прецизност на обработката, обикновената прецизност на обработката на машината е 0,01 мм, а прецизната лазерна машина за рязане е 0,02 мм;
➢ По -малко ръчна интервенция, трябва само да зададете процедурите и параметрите на процеса, след което да започнете да обработвате с един бутон;
➢ Замърсяването на шума на обработката е незначително;
➢ Готовите продукти са без бури;
➢ Работата на обработката може да бъде проста, сложна и има неограничено пространство за обработка;
➢ Лазерната машина за рязане е без поддръжка;
➢ Ниско с помощта на разходи;
➢ Запазване на материали, можете да използвате функцията за споделяне на ръбове чрез софтуера за гнездене, за да постигнете оптимално подреждане на детайла и да увеличите използването на материали.
6. Разтвори за лазерно рязане


Отворен тип 1530 лазерна резачка GF-1530 с висока прецизна лазерна резачка GF-6060 Пълна затворена обменна таблица Лазерна резачка GF-1530JH