
1. Mis on ränileht?
Elektrikute kasutatud räni terasest lehed tuntakse üldiselt räni terasest lehtedena. See on omamoodi Ferrosiliconi pehme magnetiline sulam, mis hõlmab äärmiselt madala süsinikusisaldusega. Üldiselt sisaldab see 0,5–4,5% räni ja veereb kuumuse ja külmaga. Üldiselt on paksus alla 1 mm, seega nimetatakse seda õhukeseks plaadiks. Räni lisamine suurendab raua elektritakistust ja maksimaalset magnetilist läbilaskvust, vähendades ühenduvust, südamiku kadu (raudkao) ja magnet vananemist.

Ränilehte kasutatakse peamiselt erinevate trafode, mootorite ja generaatorite jaoks raudsüdamike valmistamiseks.
Sellisel räni terasest lehele on suurepärased elektromagnetilised omadused, see on hädavajalikud ja olulised magnetilised materjalid võimsuse, telekommunikatsiooni ja mõõteriistade tööstuses.
2. Ränilehe omadused
A. Madal rauakaotus on kõige olulisem kvaliteedi näitaja. Kõik maailma riigid klassifitseerivad rauakaoks hinne, seda madalam on rauakaotus, seda kõrgem on klass ja seda parem on kvaliteet.
B. Kõrge magnetiline induktsioon. Sama magnetvälja all saab ränileht suurema magnetilise tundlikkuse. Ränilehega toodetud mootori- ja trafo südamiku maht ja kaal on suhteliselt väike ja kerge, nii et see võib säästa vask, isoleermaterjale.
C.Higheri virnastamine. Sileda pinna, tasase ja ühtlase paksusega võib räni terasest leht virnastada väga kõrgele.
D.Pinnal on hea haardumine isoleerkiga ja keevitamiseks on lihtne.
3. Räni terasest lehekülje tootmisprotsessi nõue
Materjali paksus: ≤1,0mm; tavapärane 0,35 mm 0,5 mm 0,65 mm;
➢ Materjal: Ferrosiliconi sulam
➢ Graafilised nõuded: suletud või mitte;
➢ Täpsusnõuded: 8. - 10. Hinne täpsus;
➢ Glichi kõrguse nõue: ≤0,03mm;
4. räni terasest lehekülje tootmisprotsess
➢ Shearing: nihutamine on meetod nihkemasina või kääride kasutamiseks. Tooriku kuju on üldiselt väga lihtne.
➢ Mulgustamine: mulgustamine viitab hallituse kasutamisele augustamiseks, aukude lõikamiseks jne. Protsess on sarnane nihkega, välja arvatud see, et ülemised ja alumised lõikeservad asendatakse kumer ja nõgusad vormid. Ja see võib kujundada vormid igasuguste ränirataspleki löömiseks.
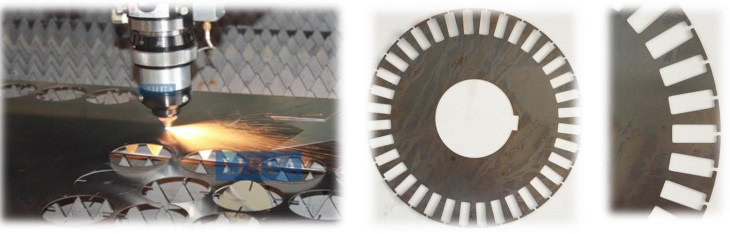
➢ Lõikamine: laseri lõikamismasina kasutamine igasuguste tooriku lõikamiseks. Ja see on järk -järgult muutumas räni terasest lehe töötlemise tavaliseks lõikamismeetodiks.
➢ Kutsumine: kuna raudkiibi uru mõjutab otseselt trafo jõudlust, nii et kui burri kõrgus on kõrgem kui 0,03 mm, oli see enne maalimist purustatud.
➢ Värvimine: raudkiibi pind värvitakse tahke, kuumakindla ja roostekindel õhukese värviga.
➢ Kuivatamine: räni terasest lehe värv tuleks kuivatada teatud temperatuuril ja seejärel kõveneda kõvaks, tugevaks, kõrgeks dielektriliseks tugevaks ja siledaks pinnakileks.
5. Protsessi võrdlus - laseri lõikamine

Laseri lõikamine: materjal asetatakse masinatabelile ja see lõikab vastavalt eelseadistatud programmile või graafikale. Laseri lõikamine on termiline protsess.
Laserprotsessi eelised:
➢ kõrge töötlemise paindlikkus, saate töötlemisülesandeid igal ajal korraldada;
➢ Suure töötlemise täpsus, tavaline masin töötlemise täpsus on 0,01 mm ja täppislaserlõikamismasin 0,02 mm;
➢ Vähem käsitsi sekkumist peate seadistama ainult protseduurid ja protsessiparameetrid, seejärel alustama töötlemist ühe nupuga;
➢ Töötlemismürasaaste on tühine;
➢ Valmistooted on ilma Burrs;
➢ Töötlemistuur võib olla lihtne, keeruline ja sellel on piiramatu töötlemisruum;
➢ Laseri lõikamismasin on hooldusvaba;
➢ Madalad kulud;
➢ Materjalide säästmine, saate servade jagamise funktsiooni kasutada pesitsemistarkvara kaudu, et saavutada tooriku optimaalne paigutus ja suurendada materjali kasutamist.
6. laseri lõikamislahendused


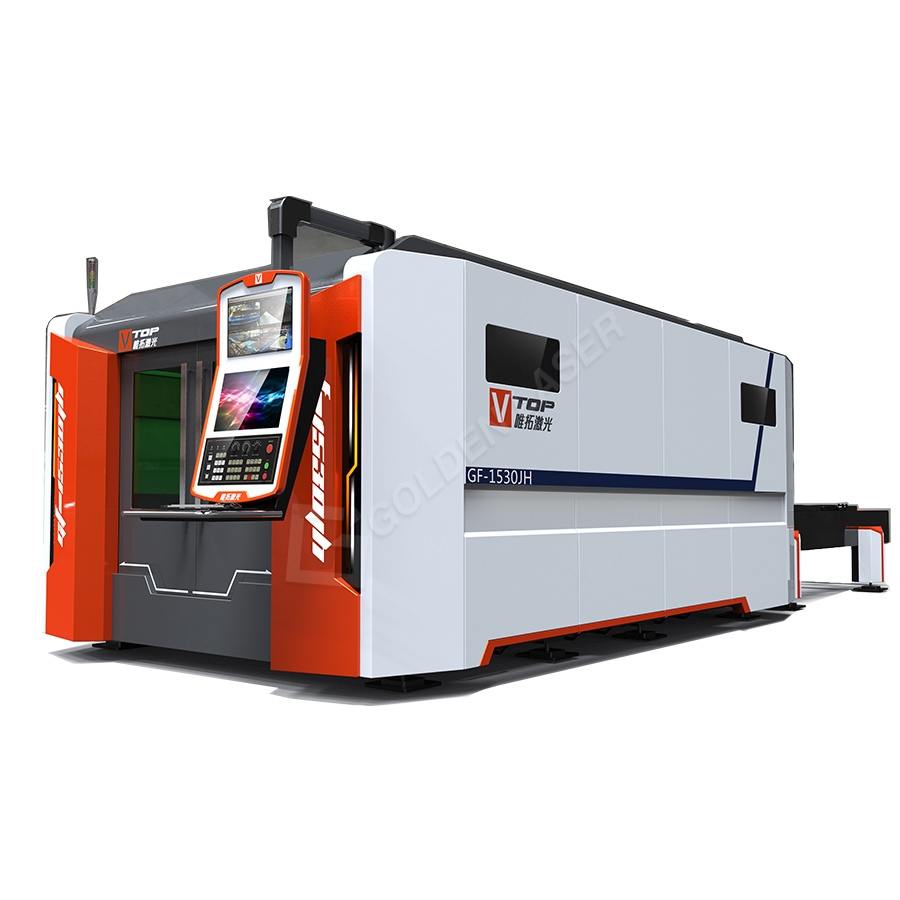
Avatud tüüp 1530 kiudlaserlõikur GF-1530 KIIRE PREKTIILINE LUSER CULTER GF-6060 Täielik suletud vahetuslaua laserlõikur GF-1530JH