
फाइबर लेजर काटने की मशीन और प्लाज्मा काटने की मशीन के बीच 7 अंतर बिंदु।
आइए इनकी तुलना करें और अपनी उत्पादन आवश्यकता के अनुसार सही धातु काटने वाली मशीन चुनें। नीचे फाइबर लेज़र कटिंग और प्लाज़्मा कटिंग के बीच मुख्य अंतरों की एक सरल सूची दी गई है।
| वस्तु | प्लाज्मा | फाइबर लेजर |
| उपकरण की लागत | कम | उच्च |
| काटने का परिणाम | खराब लंबवतता: 10 डिग्री तक पहुंचें, कटिंग स्लॉट की चौड़ाई: लगभग 3 मिमी, भारी चिपकने वाला स्लैग, कटिंग एज खुरदरी, गर्मी बहुत प्रभावित करती है, सटीकता पर्याप्त नहीं, कटिंग डिजाइन सीमित | खराब लंबवतता: 1 डिग्री के भीतर, कटिंग स्लॉट की चौड़ाई: 0.3 मिमी के भीतर, कोई चिपकने वाला स्लैग नहीं, कटिंग एज चिकनी, गर्मी छोटे को प्रभावित करती है, उच्च सटीकता, कटिंग डिज़ाइन पर कोई सीमा नहीं |
| मोटाई सीमा | मोटी प्लेट | पतली प्लेट、मध्यम प्लेट |
| लागत का उपयोग | बिजली की खपत、मुँह को छूने से होने वाला नुकसान | जल्दी खराब होने वाला भाग、गैस、बिजली की खपत |
| प्रसंस्करण दक्षता | कम | उच्च |
| साध्यता | खुरदुरा प्रसंस्करण、मोटी धातु、कम उत्पादकता | सटीक प्रसंस्करण、पतली और मध्यम धातु、उच्च उत्पादकता |
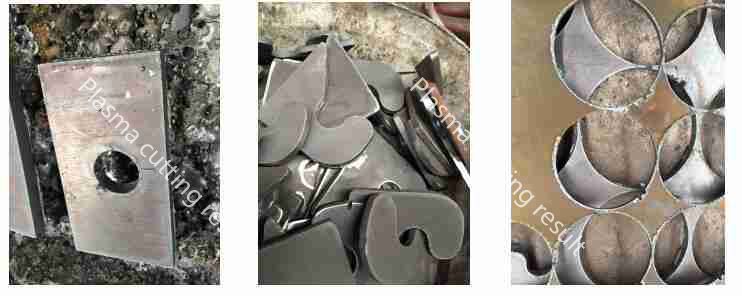
उपरोक्त चित्र से, आपको प्लाज्मा कटिंग के छह नुकसान मिलेंगे:
1、काटने की गर्मी बहुत प्रभावित करती है;
2、कटिंग एज पर खराब लंबवत डिग्री, ढलान प्रभाव;
3、किनारे पर आसानी से खुरचें;
4、छोटा पैटर्न असंभव;
5、सटीकता नहीं;
6、कटिंग स्लॉट चौड़ाई;

के छह लाभलेजर कटिंग:
1、छोटी कटिंग गर्मी को प्रभावित करती है;
2、काटने वाले किनारे पर अच्छी लंबवत डिग्री,
3、कोई चिपकने वाला लावा, अच्छी स्थिरता;
4、उच्च सटीक डिजाइन के लिए मान्य, छोटा छेद मान्य है;
5、0.1 मिमी के भीतर सटीकता;
6、स्लॉट को पतला काटना;
चूंकि मोटी धातु सामग्री पर फाइबर लेजर काटने की क्षमता बहुत अधिक बढ़ जाती है, जिससे धातु उद्योग पर काटने की लागत कम हो जाती है।