
7 Mismunur á milli trefjaleysisskurðarvélar og plasmaskurðarvélar.
Við skulum bera saman við þá og velja réttu málmskurðarvélina í samræmi við framleiðsluþörf þína. Hér að neðan er einfaldur listi yfir aðallega muninn á trefjaleysisskurði og plasmaskurði.
| Atriði | PLASMA | TREFJALASER |
| Tækjakostnaður | Lágt | Hátt |
| Niðurstaða skurðar | Lélegt hornrétt: ná 10 gráðu Breidd skurðarraufa: um 3 mm þungur viðloðandi gjallskurðarbrún grófhiti hefur ekki mikil áhrif á nægilega nákvæmni skurðarhönnun takmörkuð | Lélegt hornrétt: innan 1 gráðu Breidd skurðarraufs: innan við 0,3 mm engin viðloðandi gjallskurðarbrún sléttur hiti hefur áhrif á litla, mikla nákvæmniekki takmarkað við skurðarhönnun |
| Þykktarsvið | Þykkur diskur | Þunn plata、 Miðlungs diskur |
| Notkun kostnaðar | orkunotkun, Snertu munntapið | fljótur slithluti、Gas、orkunotkun |
| vinnslu skilvirkni | Lágt | Hátt |
| Hagkvæmni | gróf vinnsla、þykkur málmur、Lág framleiðni | nákvæm vinnsla、þunnur og meðalstór málmur、Háframleiðni |
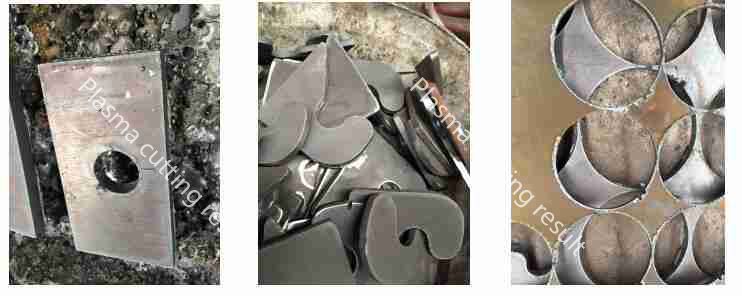
Af myndinni hér að ofan finnurðu sex ókostina við plasmaskurð :
1, skurðarhitinn hefur mikil áhrif;
2、 Léleg hornrétt gráðu á fremstu brún, hallaáhrif;
3、 Skafa auðveldlega á brúnina;
4, lítið mynstur ómögulegt;
5, ekki nákvæmni;
6、 Breidd skurðarraufs;

The Sex KOSTUR AFLASERSKURÐI:
1, lítill skurðarhiti hefur áhrif;
2、góð hornrétt gráðu á fremstu brún,;
3, ekkert viðloðandi gjall, góð samkvæmni;
4 、 gildir fyrir mikla nákvæma hönnun, lítið gat gildir ;
5、 nákvæmni innan 0,1 mm;
6, skera rauf þunnt;
Þar sem skurðargeta trefjaleysis á þykkum málmefnum eykst mikið, sem dregur úr skurðarkostnaði í málmvinnsluiðnaði.