
1. Hvað er kísilblaðið?
Kísilstálplötur sem notuð eru af rafvirkjum eru almennt þekktar sem kísilstálplötur. Það er eins konar ferrosilicon mjúkur segulmagnaðir álfelgur sem felur í sér mjög lítið kolefni. Það inniheldur venjulega 0,5-4,5% kísil og er rúllað með hita og kulda. Almennt er þykktin minni en 1 mm, þannig að hún er kölluð þunn plata. Með því að bæta við sílikon er aukið rafmagnsviðnám járnsins og hámarks segul gegndræpi, dregur úr tengingu, kjarnatapi (járntapi) og segulmagni.

Kísilblaðið er aðallega notað til að búa til járnkjarna fyrir ýmsa spennum, mótorum og rafala.
Þessi tegund af kísilstáli hefur framúrskarandi rafseguleiginleika, það er ómissandi og mikilvæg segulmagnaðir efni í orku-, fjarskipta- og tækjabúnaðinum.
2. einkenni kísilblaðs
A. Lítið járntap er mikilvægasti vísbendingin um gæði. Öll lönd í heimi flokka járntapið sem einkunnina, því lægra er járntapið, því hærra sem einkunnin og því betri gæði.
B. Mikil segulmagnaðir örvun. Undir sama segulsviði fær kísilblaðið hærri segulnæmi. Rúmmál og þyngd hreyfils og spennir járnkjarna sem eru framleidd með kísilplötum eru tiltölulega lítil og létt, svo það getur vistað kopar, einangrunarefni.
C.higher stafla. Með sléttu yfirborði, flatt og jafna þykkt getur kísilstálplötuna staflað mjög hátt.
D. Yfirborðið hefur góða viðloðun við einangrunarmyndina og auðvelt fyrir suðu.
3.
Efnisþykkt: ≤1,0mm; Hefðbundin 0,35mm 0,5mm 0,65mm;
➢ Efni: Ferrosilicon álfelgur
➢ Grafískar kröfur: Lokað eða ekki lokað;
➢ Nákvæmni kröfur: 8 til 10. bekk;
➢ GLITCH Hæð Kröfur: ≤0,03mm;
4.
➢ Klippa: Klippa er aðferð til að nota klippa vél eða skæri. Lögun verksins er yfirleitt mjög einföld.
➢ kýla: Kýlingar vísar til notkunar móts til að kýla, skera göt osfrv. Og það getur hannað mót til að kýla alls kyns kísilstálplötu.
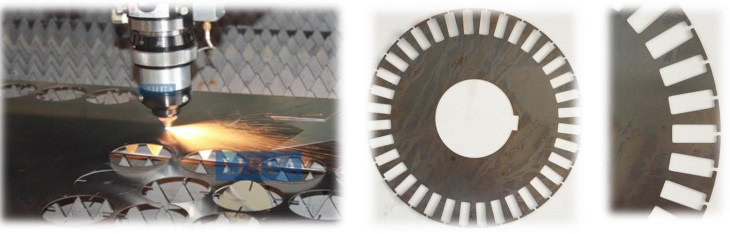
➢ Skurður: Notkun leysirskeravélarinnar til að skera alls kyns vinnustykki. Og það er smám saman að verða algeng skurðaraðferð til að vinna úr kísilstáli.
➢ MCRIFING: Þar sem Iron Chip Burr hefur bein áhrif á frammistöðu spennunnar, þannig að ef burrhæðin er hærri en 0,03 mm, þá þurfti hann að mylja áður en hann er málaður.
➢ Málverk: Yfirborð járnflísarinnar verður málað með traustum, hitaþolnum og ryðþéttum þunnri málningu.
➢ Þurrkun: Málning kísilstálplötunnar ætti að þurrka við ákveðið hitastig og síðan lækna í harða, sterkan, háan dielectric styrk og sléttan yfirborðsfilmu.
5. Samanburður á ferli - Laserskurður

Laserskurður: Efnið er sett á vélborðið og það mun skera í samræmi við forstilltu forritið eða myndina. Laserskurður er hitauppstreymi.
Laser ferli kostir:
➢ Hár vinnsla sveigjanleiki, þú getur skipulagt vinnsluverkefni hvenær sem er;
➢ Mikil vinnsla nákvæmni, venjuleg vélavinnsla er 0,01 mm og nákvæmni leysirskeravélin er 0,02 mm;
➢ Minni handvirk íhlutun, þú þarft aðeins að stilla verklagsreglur og vinnslubreytur og byrja síðan að vinna með einum hnappi;
➢ Vinnslu hávaðamengunar er hverfandi;
➢ Fullkomnar vörur eru án burðar;
➢ Vinnuvinnan getur verið einföld, flókin og það hefur ótakmarkað vinnslurými;
➢ Laser Cuting Machine er viðhaldslaus;
➢ lágt með kostnaði;
➢ Vista efni, þú getur notað Edge-deilingaraðgerðina í gegnum varphugbúnaðinn til að ná hámarks fyrirkomulagi vinnuhluta og auka efnisnotkunina.
6. Laser Cutting Solutions


Opin gerð 1530 trefjar leysir skútu GF-1530 High Precision Laser Cutter GF-6060 Full lokað skiptiborð Laser Cutter GF-1530JH