
ファイバーレーザー切断機とプラズマ切断機の7つの差ポイント。
それらと比較して、生産需要に応じて適切な金属切削機を選択しましょう。以下は、ファイバーレーザー切断とプラズマ切断の主な違いの単純なリストです。
| アイテム | プラズマ | ファイバーレーザー |
| 機器のコスト | 低い | 高い |
| カット結果 | 垂直性の低下:到達10度程度のスロット幅:約3mmheavyのスラグカッティングエッジラフヒートは、Greatlynotの精度に影響します。 | 垂直性が低い:1度以内のスロット幅:0.3mmno以内のスラグカッティングエッジスムースヒートの順位は、Smallhigh curspacyno Limitedにデザインに影響を与えます |
| 厚さ範囲 | 厚いプレート | 薄いプレート、媒体プレート |
| コストを使用します | 消費電力、口の損失に触れます | クイックウェアパート、ガス、消費電力 |
| 処理効率 | 低い | 高い |
| 実現可能性 | 大まかな処理 | 正確な処理oly薄い金属および中金属、生産性が高くなっています |
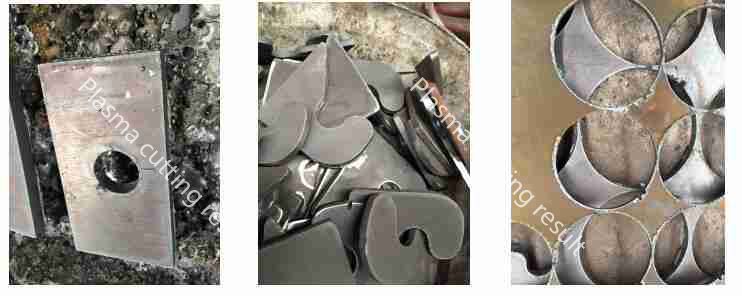
上の写真から、プラズマ切断の6つの欠点があります:
1 coding切断熱は大きく影響します;
2、最先端、勾配効果の垂直度が悪い
3、エッジで簡単にこすります;
4、小さなパターン不可能;
5、精度ではない;
6、切断スロット幅;

の6つの利点レーザー切断::
1、刈り熱に影響が及ぶ;
2、最先端の垂直度良い程度、
3、服を着ることはありません、一貫性が良好です;
4 hige正確なデザインに有効、小さな穴は有効です;
5、0.1mm以内の精度
6、切断スロット薄;
厚い金属材料の繊維レーザーカッティング能力が多く増加すると、金属加工業界の削減コストが削減されます。