
1. Kāda ir silīcija lapa?
Silīcija tērauda loksnes, kuras lietoja elektriķi, parasti sauc par silīcija tērauda loksnēm. Tas ir sava veida ferosilicon mīkstais magnētiskais sakausējums, kas ietver ārkārtīgi zemu oglekļa saturu. Tas parasti satur 0,5-4,5% silīcija un ripo ar karstumu un aukstumu. Parasti biezums ir mazāks par 1 mm, tāpēc to sauc par plānu plāksni. Silīcija pievienošana palielina dzelzs elektrisko pretestību un maksimālo magnētisko caurlaidību, samazinot savienojamību, serdes zudumu (dzelzs zudumu) un magnētisko novecošanos.

Silīcija loksni galvenokārt izmanto, lai izgatavotu dzelzs kodolus dažādiem transformatoriem, motoriem un ģeneratoriem.
Šāda veida silīcija tērauda loksnei ir lieliskas elektromagnētiskās īpašības, tās ir neaizstājami un svarīgi magnētiskie materiāli jaudas, telekomunikāciju un instrumentācijas nozarē.
2. Silīcija lapas raksturojums
A. Zems dzelzs zudums ir vissvarīgākais kvalitātes rādītājs. Visas pasaules valstis klasificē dzelzs zudumu kā pakāpi, jo zemāks ir dzelzs zudums, jo augstāka pakāpe un labāka kvalitāte.
B. Augsta magnētiskā indukcija. Tajā pašā magnētiskajā laukā silīcija loksne iegūst lielāku magnētisko jutību. Motora un transformatora dzelzs kodola tilpums un svars, ko ražo ar silīcija loksni, ir salīdzinoši mazs un viegls, tāpēc tas var ietaupīt vara, izolācijas materiālus.
C.higher kraušana. Ar gludu virsmu, plakanu un vienmērīgu biezumu silīcija tērauda loksne var sakraut ļoti augstu.
D. Virsmai ir laba saķere ar izolācijas plēvi un viegli metināšana.
3. Silīcija tērauda loksnes ražošanas procesa prasība
Materiāla biezums: ≤1,0 mm; parastais 0,35 mm 0,5 mm 0,65 mm;
➢ Materiāls: Ferrosilicon sakausējums
➢ Grafiskās prasības: slēgta vai nav slēgta;
➢ Precizitātes prasības: 8. līdz 10. pakāpe;
➢ Nepieciešamība augstumā: ≤0,03 mm;
4. Silīcija tērauda loksnes ražošanas process
➢ Bīdes: cirpšana ir bīdes vai šķēru izmantošanas metode. Sagataves forma parasti ir ļoti vienkārša.
➢ Punching: caurumošana attiecas uz veidņu izmantošanu caurumošanai, caurumu sagriešanai utt. Process ir līdzīgs bīdes veidošanai, izņemot to, ka augšējās un apakšējās griešanas malas aizstāj ar izliektām un ieliektām veidnēm. Un tas var projektēt veidnes, lai caurdurtu visa veida silīcija tērauda loksni.
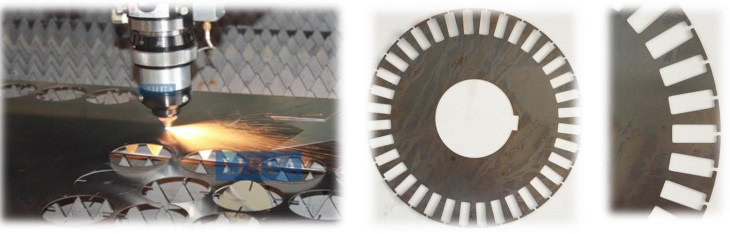
➢ Griešana: izmantojot lāzera griešanas mašīnu, lai sagrieztu visa veida sagatavi. Un tā pakāpeniski kļūst par parastu griešanas metodi silīcija tērauda loksnes apstrādei.
➢ KRIMS: Tā kā dzelzs mikroshēma tieši ietekmē transformatora veiktspēju, tāpēc, ja urbuma augstums ir lielāks par 0,03 mm, tas bija jāsasmalcina pirms krāsošanas.
➢ Gleznošana: Dzelzs mikroshēmas virsma tiks krāsota ar cietu, karstumizturīgu un rūsas izturīgu plānas krāsas plēvi.
➢ Žāvēšana: Silīcija tērauda loksnes krāsa jāizžāvē noteiktā temperatūrā un pēc tam sacietē cietā, spēcīgā, augsta dielektriskā izturībā un gludā virsmas plēvē.
5. Procesa salīdzinājums - lāzera griešana

Lāzera griešana: Materiāls tiek novietots uz mašīnas galda, un tas sagriež saskaņā ar iepriekš iestatīto programmu vai grafiku. Lāzera griešana ir termiskais process.
Lāzera procesa priekšrocības:
➢ Augsta apstrādes elastība, jūs varat organizēt uzdevumu apstrādi jebkurā laikā;
➢ Augsta apstrādes precizitāte, parastā mašīnas apstrādes precizitāte ir 0,01 mm, un precizitātes lāzera griešanas mašīna ir 0,02 mm;
➢ Mazāka manuāla iejaukšanās, jums jāiestata tikai procedūras un jāapstrādā parametri, pēc tam sāciet apstrādāt ar vienu pogu;
➢ Apstrādes trokšņa piesārņojums ir niecīgs;
➢ Gatavajiem produktiem ir bez burriem;
➢ Apstrādes sagatave var būt vienkārša, sarežģīta, un tai ir neierobežota apstrādes telpa;
➢ Lāzera griešanas mašīna nav uzturēta;
➢ zemas, izmantojot izmaksas;
➢ Materiālu taupīšanas, jūs varat izmantot malu dalīšanas funkciju, izmantojot ligzdošanas programmatūru, lai sasniegtu izstrādājumu optimālu izvietojumu un palielinātu materiāla izmantošanu.
6. Lāzera griešanas risinājumi


Atvērtā tipa 1530 Fiber Laser Cutter GF-1530 Augstas precizitātes lāzera griezējs GF-6060 Pilnīga slēgta apmaiņas galda lāzera griezējs GF-1530JH