
1. د سیلیکون پا see ه څه ده؟
د سیلیکون فولادو څینې چې د بریښنایی لخوا کارول کیږي د سیلیکون فولادو پا ets و په نوم عمومي پیژندل کیږي. دا یو ډول د فیروروسیلیکون نرم مقناطیسي متحد دی چې خورا ټیټ کاربن پکې شامل دي. دا عموما 0.5-4-4.5 se سیلیکون لري او د تودوخې او ساړه لخوا تاو شوی دی. عموما، ضخامت له 1 ملي میتر څخه کم دی، نو ځکه ورته پتلی پلیټ ویل کیږي. د سیلیکون اضافه د اوسپنې بریښنایی مقاومت او اعظمي مقناطیسي بخښنې زیاتوي، د ټاټوبی کمولو، اصلي زیان (د اوسپنې زیان) او مقناطیسي عمر.

د سیلیکون پا sheet ه په عمده توګه د مختلف ټرانسفارم جوړونکو، ډبرو او جنراتورونو لپاره کارول کیږي.
دا ډول سیلیکون سټیل پا sheet ه غوره بریکرومومیټیک ملکیتونه لري، دا په بریښنا، مخابراتي او احساس صنعتونو کې لازمي او مهم مقناطیسي مواد دی.
.. د سیلیکون شیټ ځانګړتیاوې
الف) د لیږد ټیټ زیان د کیفیت ترټولو مهم شاخص دی. ټول هیوادونه طبقه بندي کوي چې د ټولګي په توګه د اوسپنې له لاسه ورکوي، د اوسپنې زیان، لوړه درجه لوړه او کیفیت لري.
ب. د مقناطیسي انډول. د ورته مقناطیسي ساحې لاندې، د سیلیکون پا sheet ه د مقناطیسي حسد ترلاسه کوي. د موټرو او ټرانسفورر د اوسپنې حجم او وزن چې د سیلیکون شیټ لخوا رامینځته شوي نسبتا کوچني او ر light ا لري، نو دا کولی شي مسو، انسولیک توکي خوندي کړي.
c.hher chitace. د نرم سطح سره، فلیټ او یونیفورم ضخامت، د سیلیکون سټیل شیټ کولی شي خورا لوړ و.
D. د انسولینګ فلم لپاره سطحې د انسولینګ فلم ته ښه سلاحۍ او اسانه ده.
3. د سیلیکون فولادو د پا sheet ه جوړولو پروسه اړتیا
د موادو ضخامت: ≤1.0mmmm دودیز 0.35mm 0.5mm 0.65mmmmm
➢ مادي: فیرروسیلیکون alig
➢ د ګرافیک اړتیاوې: بندول یا نه تړل شوی
➢ دقت غوښتنې: د 8 درجې دقت
➢ د خولې اوږدوالي اړتیا: ≤0.0.03mm؛
4. د سیلیکون فولادو شیټ جوړولو پروسه
➢ د لکول کول: سرک کول د کوچني ماشین یا کینچی کارولو میتود دی. د کارپیس شکل په عمومي ډول خورا ساده دی.
maktun gun. stocks. vun .s ..................................................................................................................................... او دا کولی شي مچس ډیزاین کړي ترڅو د سیلیکون سټیل پا sheet ه ګوښه کړي.
➢ رټل: د هر ډول کارپیسس کټ کولو لپاره د لیزر قلم کولو ماشین کارول. او دا ورو ورو د سیلیکون سټیل پا sheet ه پروسس کولو یو عام کټ اخلي.
اړینه ده: څنګه چې د اوسپنې چپبرر مستقیم د ټرانسفارمر فعالیت باندې تاثیر کوي، نو که چیرې د بورر لوړوالی د رنګینګ دمخه لوړ وي.
➢ نقاشۍ: د اوسپنې چپ سطح به د قوي، تودوخې مقاومت او زنګ وهلو ونې پینټ فلم سره رنګ شي.
➢ وچول: د سیلیکون سټیل پا sheet ه رنګ باید په یو ځانګړي تودوخې کې وچ شي او بیا په سخته ډیک، لوړ ډیکټیک ځواک او اسانه سطحه فلم او اسانه سطحه فلم.
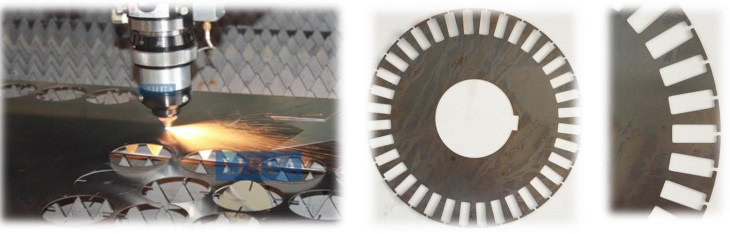
5. پروسس پرتله کول - د لیزر قطع کول

د لیزر قطع کول: دا مواد د ماشین جدول کې ځای په ځای شوي، او دا به د مخکیني برنامې یا ګرافیک مطابق به پرې پاتې شي. د لیزر قطع کول یو حفورم پروسه ده.
د لیزر بنسټ ګټې:
are په هر وخت کې د پروسس پروسس کولو په ترتیب کې تاسو کولی شئ په هر وخت کې د پروسس کولو بندیز تنظیم کړئ، نو تاسو کولی شئ په هر وخت کې د کارونې بندیز طرف ته تنظیم کړئ؛
the د عادي ماشین د پروسې کچه، د عادي ماشین پروسس کولو دقیقه 0.01 ملي میتر دی، او د دقیق لیزر قطع کولو ماشین 0.02 ملي دی.
the د لارښود مداخله، تاسو یوازې د پروسیجرونو او پروسې مقدارونه ټاکلو ته اړتیا لرئ، بیا د یوې ت button ۍ سره پروسس پیل کړئ؛
➢ د پروسس د نور ککړتیا خورا پام وړ نه ده.
➢ بشپړ شوي محصولات له برګار پرته دي.
➢ د پروسس کار موندنه ساده، پیچلي او دا غیر محدود پروسس ځای لري؛
➢ د لیزر قلم کولو ماشین خوندي دی؛
vose د لګښت په کارولو سره ټیټ؛
the د توکو سپړنه توکي خوندي کول، تاسو کولی شئ د چونې سافټویر له لارې د نخاعي سافټویر څخه د ګټې اخیستنې غوره تنظیم ترلاسه کولو لپاره وکاروئ، او د موادو کارول زیات کړئ.
.. لیزر د حل حل


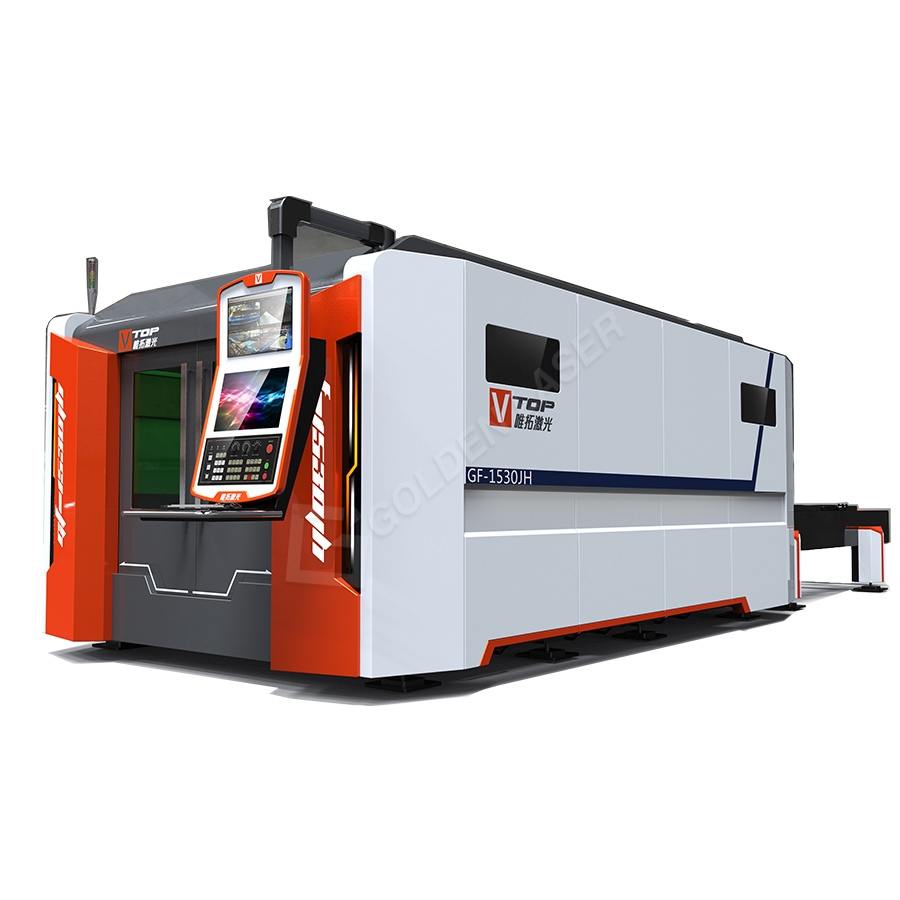
د 1530 فایبر لیزر کنډک د GF-1530 لوړه دقیقه لیزر غټه شوې تبادلې GF-6060 بشپړ تړلي قطار