
7 разница между волоконно -лазерной режущей машиной и машиной для резки плазмы.
Давайте сравним с ними и выберем правильную металлическую режущую машину в соответствии с вашим производственным спросом. Ниже приведен простой список в основном разницы между резанием лазерного волокна и резкой плазмой.
| Элемент | Плазма | Волокно лазер |
| Стоимость оборудования | Низкий | Высокий |
| Результат резки | Плохая перпендикулярность: достичь ширины слота на 10 градусов: около 3 мм -подливного прилипающего клейкового края. | Плохая перпендикулярность: в пределах 1 -градусной ширины слота: в пределах 0,3 мм. |
| Диапазон толщины | Толстая тарелка | Тонкая пластина 、 Средняя пластина |
| Используя стоимость | Потребляемая мощность 、 Прикоснитесь к потере рта | Быстрая часть 、 Газ 、 Потребляемая энергопотребление |
| эффективность обработки | Низкий | Высокий |
| Выполнимость | Грубая обработка 、 толстый металл 、 Низкая продуктивность | точная обработка 、 тонкий и средний металл 、 Высокая продуктивность |
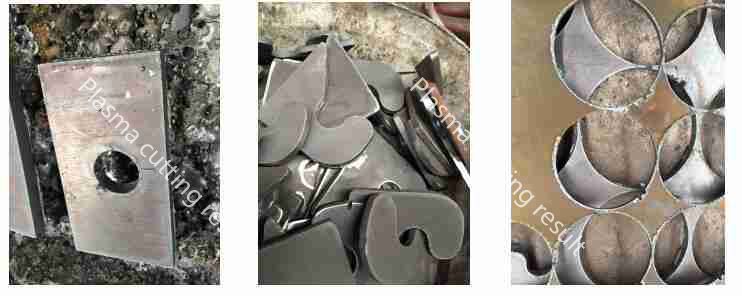
На картинке вы найдете шесть недостатков резки плазмы:
1 、 Режущая тепло сильно влияет на ;
2 、 Плохая перпендикулярная степень на режущей кромке, эффект наклона ;
3 、 легко царапать на краю ;
4 、 Маленький шаблон невозможно ;
5 、 Не точности ;
6 、 ширина разреза.

Шесть преимуществЛазерная резка:
1 、 Небольшое резкое тепло влияет ;
2 、 Хорошая перпендикулярная степень на режущем крае, ;
3 、 Без прилипающего шлака, хорошая последовательность ;
4 、 Действительно для Hige Precise Design, достоверное малое отверстие ;
5 、 Точность в пределах 0,1 мм ;
6 、 разрезая лот тонкая ;
Поскольку способность к волокничному лазерному разрезку на толстых металлических материалах увеличивает участки, что снижает стоимость резки на металлообработке.