
1. Vad är kiselarket?
Kiselstålark som används av elektriker är ofta kända som kiselstålark. Det är en slags ferrosilicon mjuk magnetisk legering som inkluderar extremt lågt kol. Den innehåller i allmänhet 0,5-4,5% kisel och rullas av värme och kyla. I allmänhet är tjockleken mindre än 1 mm, så den kallas en tunn platta. Tillsatsen av kisel ökar järnens elektriska resistivitet och maximal magnetisk permeabilitet, vilket minskar anslutningen, kärnförlust (järnförlust) och magnetisk åldrande.

Kiselarket används främst för att tillverka järnkärnor för olika transformatorer, motorer och generatorer.
Den här typen av kiselstålark har utmärkta elektromagnetiska egenskaper, det är de oundgängliga och viktiga magnetiska materialen i kraft-, telekommunikations- och instrumentindustrin.
2. Egenskaper för kiselark
A. Låg järnförlust är den viktigaste indikatorn på kvalitet. Alla länder i världen klassificerar järnförlusten som betyg, desto lägre järnförlust, desto högre betyg och desto bättre kvalitet.
B. Hög magnetisk induktion. Under samma magnetfält får kiselarket högre magnetisk känslighet. Volymen och vikten av motor- och transformatorjärnkärnan som tillverkas av kiselark är relativt små och lätta, så att den kan spara koppar, isolerande material.
C. Högt stapling. Med slät yta, platt och enhetlig tjocklek kan kiselstålarket staplas mycket högt.
D. Ytan har god vidhäftning till den isolerande filmen och lätt för svetsning.
3. Processkrav för kisel stålplåt
Materialtjocklek: ≤1,0 mm; konventionell 0,35 mm 0,5 mm 0,65 mm;
➢ Material: Ferrosilicon -legering
➢ Grafiska krav: Stängt eller inte stängt;
➢ Noggrannhetskrav: grad 8 till 10 noggrannhet;
➢ GLITCH HEADE KRAV: ≤0,03mm;
4. Tillverkningsprocess för kisel stålplåt
➢ Skjuvning: Shearing är en metod för att använda klippmaskin eller sax. Arbetsstycketsformen är i allmänhet mycket enkel.
➢ Stansning: Stansning hänvisar till användningen av formar för stansning, skärande hål etc. Processen liknar skjuvning, förutom att de övre och nedre skärkanterna ersätts av konvexa och konkava formar. Och det kan utforma formar för att slå alla typer av kiselstålark.
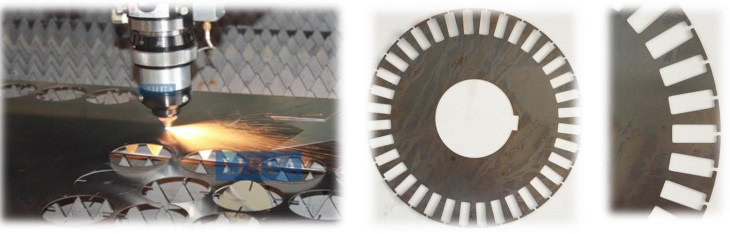
➢ Skärning: Använd laserskärmaskinen för att klippa alla typer av arbetsstycke. Och det blir gradvis en vanlig skärmetod för att bearbeta kiselstålark.
➢Crimping: Eftersom Iron Chip Burr direkt påverkar transformatorns prestanda, så om Burr -höjden är högre än 0,03 mm, krävdes den att krossas innan målningen.
➢ Målning: Iron Chip-ytan kommer att målas med solida, värmebeständiga och rostsäkra tunn färgfilm.
➢ Torkning: Färgen på kiselstålarket bör torkas vid en viss temperatur och sedan botas till hård, stark, hög dielektrisk styrka och slät ytfilm.
5. Processjämförelse - laserskärning

Laserskärning: Materialet placeras på maskinbordet och det kommer att klippa enligt förinställningsprogrammet eller grafiken. Laserskärning är en termisk process.
Laserprocessfördelar:
➢ Hög bearbetningsflexibilitet, du kan ordna behandlingsuppgifter när som helst;
➢ Hög bearbetningsprecision, den vanliga maskinbearbetningsprecisionen är 0,01 mm, och precisionslaserskärningsmaskinen är 0,02 mm;
➢ mindre manuell intervention, du behöver bara ställa in procedurer och processparametrar och sedan börja bearbeta med en knapp;
➢ Behandlingsbuller föroreningar är försumbar;
➢ De färdiga produkterna är utan burrs;
➢ Bearbetningsarbetsstycket kan vara enkelt, komplicerat och det har obegränsat bearbetningsutrymme;
➢ Laserskärningsmaskinen är underhållsfri;
➢ Lågt med kostnad;
➢ Sparande material kan du använda kanten-delningsfunktionen genom häckningsprogramvaran för att uppnå ett optimalt arrangemang av arbetsstycket och öka det materialanvändningen.
6. Laserskärningslösningar


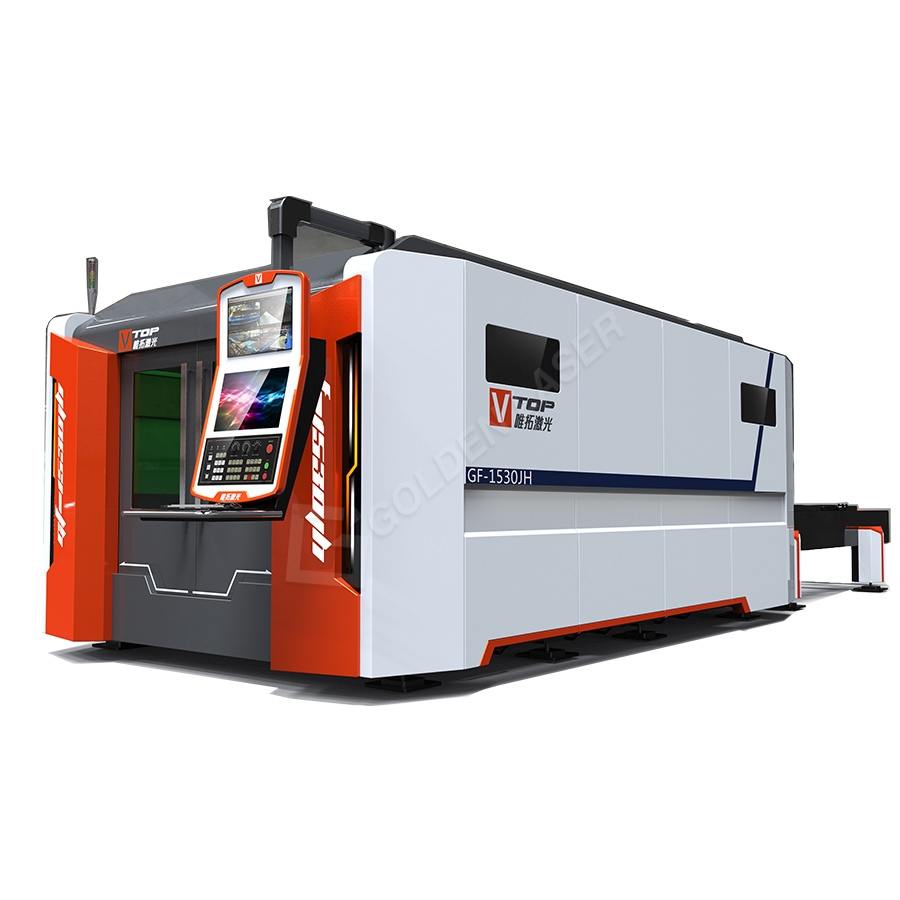
Öppen typ 1530 Fiber Laser Cutter GF-1530 Hög Precision Laser Cutter GF-6060 Full innesluten utbytestabell Laser Cutter GF-1530JH